
Request a Quote
Request a Quote
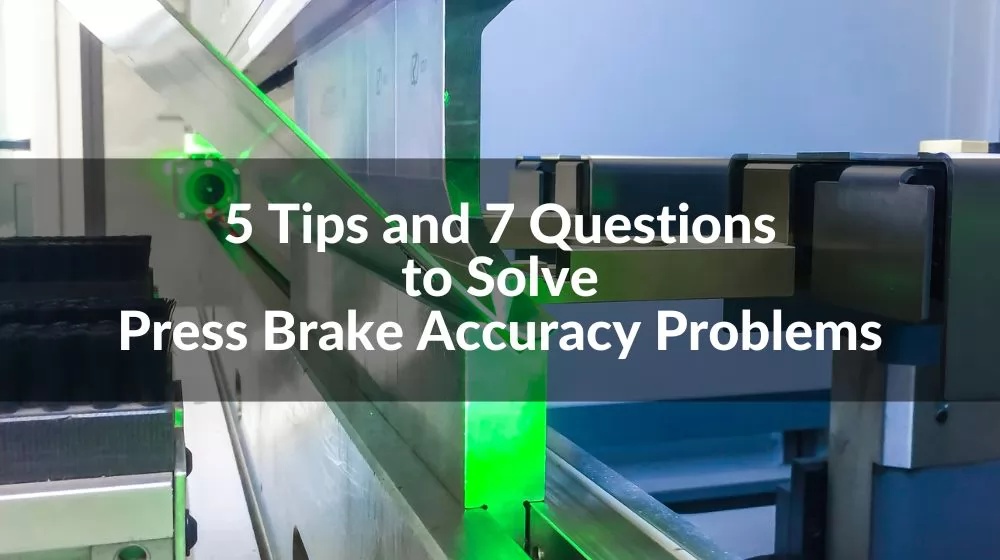
Многие люди часто сталкиваются с проблемами с работой или точностью готовой продукции, когда начинают свой бизнес по производству листового металла.
Сегодня мы покажем, как повысить точность листогибочного прессаи решить распространенные проблемы.
Надеюсь, это поможет вам.
Если вам нужна дополнительная информация о листогибочном прессе, нажмите, чтобы прочитать статью:Что такое листогибочный пресс
Гибочная машина — это машина, используемая для гибки и формовки металла. Листогибочный тормоз приводит в движение пуансон и матрицу с помощью различных источников привода.
Форма может многократно сгибать листовой металл для формирования профиля, а материал разной толщины и длины требует разной силы изгиба.
Гибочная сила – это тоннаж, прилагаемый гибочной машиной. Листогибочные прессы генерируют тоннаж по-разному.
Механическая гибочная машина приводит в движение маховик посредством двигателя. Персонал управляет сцеплением, приводя в движение маховик системы управления полетом.
Таким образом, кривошип приводит в движение другие компоненты. Работа механического листогибочного тормоза относительно проста.
Механические листогибочные прессы позволяют выполнять гибку изделий большого тоннажа.
Гидравлический листогибочный пресс приводится в движение синхронным движением гидравлических цилиндров.
На каждой стороне колонны имеется гидравлический цилиндр. Гидроцилиндр соединен с плунжером через шток поршня.
Движение гидравлического цилиндра заставляет ползун двигаться вверх и вниз. Режим движения гидравлического листогибочного пресса разделен на восходящий и нисходящий.
Задний упор точно позиционирует заготовку за счет перемещения по разным осям. Гидравлический листогибочный пресс обладает преимуществами быстрой скорости и высокой точности.
Недостатком является то, что тоннаж гибки ограничен.
Листогибочный пресс с ЧПУ представляет собой гидравлический листогибочный пресс, оснащенный системой ЧПУ.
Система управления ЧПУ контролирует движение каждой детали. Система управления ЧПУ имеет функцию модульного программирования и высокую точность.
Операторы могут устанавливать параметры через систему управления. Например, угол изгиба, толщина пластины, длина фланца, время цикла, напряжение и т. д.
Листогибочный пресс с ЧПУ также оснащен автоматической системой подачи. Движение плунжера и заднего упора точно контролирует положение заготовки.
Двигатель приводит в синхронное движение вал заднего упора и шариковый винт. Задний упор точно измеряет длину формируемого фланца.
Отрегулируйте угол изгиба, регулируя движение штока с помощью системы управления. Существует три основных метода гибки: гибка воздухом, гибка снизу и гибка с тиснением.
Выбор метода гибки во многом зависит от толщины листа.
Прямолинейность зажимного отверстия плашки листогибочного пресса (направление Y и направление X).
Точность репозиционирования и произвольная точность позиционирования левого и правого плунжеров.
Разумен ли зазор между плунжером гибочной машины и линейной направляющей рамы.
Разумны ли вертикальность и наклон рамы.
Соединение между цилиндром и плунжером.
Прочность и точность рамы и цилиндра.
Точность изменения положения системы заднего упора произвольная (направление X и направление R).
Хорошо ли настроена компьютерная система.
Отрегулирована ли гидравлическая система на месте.
Степень соответствия гидравлической системы и компьютерной регулировки.
Точные ли верхняя и нижняя формы.
Деформация штампа, повреждение, износ и многое другое могут повлиять на каждый аспект гибки металла. Об обнаружении нарушения следует своевременно сообщить и исправить.
Неточная центровка верхней и нижней форм приведет к отклонениям размеров гибки. Во время процесса настройки инструмента убедитесь, что инструмент находится на месте.
После перемещения левого и правого положения заднего упора относительное расстояние до нижней матрицы изменяется. Его можно измерить штангенциркулем, а затем точно отрегулировать с помощью винта заднего калибра.
Является ли компенсационное устройство нижней формы точным и соответствует ли конструкции рамы.
Крепление верхней формы требует высокой точности.
Размер отверстия V-образной матрицы обратно пропорционален давлению изгиба. Когда длина и толщина листа постоянны, чем больше V-образное отверстие матрицы, тем меньше требуемое давление.
Поэтому при изготовлении заготовок разной толщины следует выбирать правильный размер отверстия V-образной матрицы.
Один конец гибочной машины, то есть при обработке односторонней нагрузки, будет влиять на давление изгиба, что также является своего рода повреждением машины, что категорически запрещено.
При сборке оснастки всегда должна быть нагружена средняя часть станка.
Насколько прямолинейна базовая точка листового металла? Равномерна ли сила, действующая на металлическую пластину? Толщина листового металла одинакова?
При изгибе параллельность между заготовкой и нижней формой недостаточна, и после прижатия верхней формы заготовка отскакивает, что влияет на размер изгиба.
Свойства и толщина материала будут влиять на угол изгиба, поэтому первоначальный осмотр и выборочный контроль должны быть усилены каждый раз, когда заготовка сгибается.
Если листогибочный пресс не очищать эффективно в течение длительного времени, накопившаяся грязь приведет к износу деталей и форм.
Некоторые предметы могут поцарапать заготовку, а пыль в станке повлияет на работу листогибочного пресса.
Очищайте гибочный станок и инструменты до и после использования листогибочного тормоза.
Удалите весь мусор, масло и пыль, чтобы предотвратить попадание пыли в листогибочный пресс.
Регулярная очистка гибочного станка может продлить срок его службы.
Последовательны ли левая и правая тяги, когда оператор толкает изгибаемый материал, или данные системы неверны, и система не отрегулирована должным образом при использовании системы.
Когда угла первичного изгиба недостаточно, это повлияет на размер вторичного изгиба, а накопленная ошибка изгиба приведет к увеличению ошибки внешнего размера заготовки. Требуемое давление зависит от длины и толщины заготовки, а длина и толщина листа пропорциональны давлению. При изменении длины и толщины заготовки необходимо изменить способность к изгибу.
Длительный износ направляющей, плохая смазка приводит к увеличению зазора.
Необходимо проверить степень износа направляющей и отрегулировать зазор.
При сильном износе прижимной диск рампы необходимо заменить.
Несвоевременная смазка приведет к увеличению трения между скользящими деталями.
Автоматическая или полуавтоматическая система смазки для предотвращения несвоевременной смазки.
Выбирайте из оловянной бронзовой пластины или ковкого чугуна. Поверхность соединения обрабатывается шлифовальной машинкой.
Соединительный болт расположен ниже поверхности соединения, имеется зубчатая канавка для смазочного масла.
Длительный изгиб приведет к выпучиванию ползунка листогибочного тормоза и средней части стола. Этот выступ называется прогибом, что означает величину выступа плунжера и основания при максимальной тоннажной нагрузке. Центр ползунка выступает вверх, а центр стола изгибается вниз. А прогиб гибочной машины ограничен максимальной тоннажной нагрузкой. Если нагрузка снята, ползунок и стол могут вернуться в нормальное состояние.
Однако если плунжер и стол неисправны, тоннажная нагрузка будет чрезмерной, что может привести к временному или постоянному опрокидыванию центра плунжера и стола. Расстояние между центром ползунка и основанием больше, чем расстояние между двумя его концами. У длинных заготовок центральный угол изгиба больше углов изгиба на обоих концах.
Очевидно, что этот дефект повлияет на точность формовки изогнутых заготовок и заготовок в форме каноэ. Если тоннаж машины регулируется, нагрузку следует регулировать постепенно в пределах номинального диапазона тоннажа. Также необходимо оснастить станок венцовочным устройством и использовать прокладки для противодействия прогибу ползунка.
Если прогиб уже невозможно компенсировать, его можно исправить только переработкой плунжера и стола.
Скорость плунжера при опускании слишком низкая, что может быть вызвано слишком тугой направляющей. Нет сигнала от сервоклапана или оси заднего упора не отрегулированы по месту. Также возможно, что плунжер не вернулся в верхнее положение. Наполнительный клапан и уплотнительное кольцо негерметичны, или наполнительный клапан заклинил.
Нужно проверить:
Если радиус изгиба слишком мал, давление на кончике матрицы будет слишком высоким. Это может привести к повреждению оснастки и вызвать неаккуратный изгиб заготовки, поскольку разные материалы имеют разную пластичность и прочность на разрыв.
Примите следующие меры, чтобы избежать повреждения инструмента и заготовки:
Радиус изгиба определяется в соответствии со спецификациями материала для каждого процесса.
Продольные изгибы имеют больший радиус изгиба, а поперечные изгибы имеют меньший радиус изгиба.
Отверстия заготовки, такие как зазоры, зазоры и т. д., расположены слишком близко к диаметру изгиба, что приведет к деформации заготовки.
Расстояние между отверстием пластины и линией сгиба должно быть не менее трехкратной толщины пластины.
Отказ главного двигателя, например, ослабление проводки, сбой питания управления и т. д.
Также нужно учитывать, что кнопка аварийной остановки не отпускается.
Также возможны повреждения контактора переменного тока, перегрузка цепи, тепловое реле и т. д.
Проверьте, не ослаблена ли проводка импульсного источника питания и не ослаблена ли кнопка аварийной остановки.
Имеет ли схема защиту от перегрузки и повреждены ли другие компоненты.
После изгиба на поверхности заготовки появятся трещины. Это происходит потому, что радиус изгиба в форме слишком мал, зазор изгиба слишком мал или сам материал дефектен, а заусенцы материала обращены наружу.
Иногда изогнутый торец заготовки будет вздутым и неровным. Это связано с тем, что внешняя поверхность материала сжимается и деформируется после растяжения. Когда внутренняя поверхность сжимается, она складывается и деформируется.
Необходимо улучшить обработку инструмента и увеличить радиус изгиба инструмента. Отрегулируйте зазор изгиба и выберите металлические материалы с хорошей пластичностью. Сделайте так, чтобы радиус скругления формы соответствовал внешнему скруглению детали.
Отверстие и сердечник клапана заблокированы, уплотнительное кольцо поршня цилиндра дает течь.
Проверьте, не заблокированы ли дроссельная заслонка и золотник, и вовремя устраните засор.
Убедитесь, что заливное отверстие бака не покрыто гидравлической жидкостью.
Гидравлическая жидкость должна полностью заполнить бак, чтобы выпустить газ.
Проверьте уплотнительное кольцо поршня на предмет утечек и своевременно замените уплотнительное кольцо.
Правильное использование и техническое обслуживание листогибочного пресса будет способствовать дальнейшему развитию вашего бизнеса.
Если вы ищете высококачественныйлистогибочный пресс, обращайтесь к нам.
.png)




.png)
.png)