
Request a Quote
Request a Quote
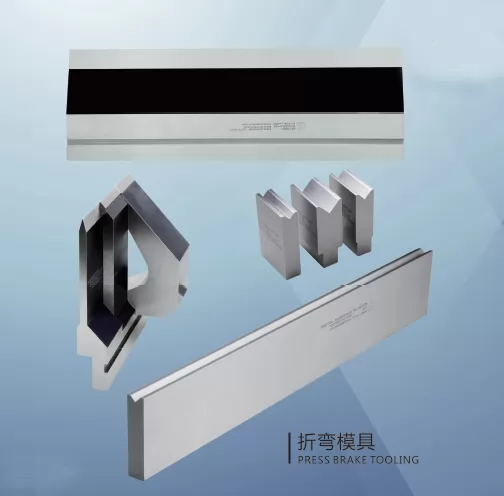
Технология обработки листового металла продолжает совершенствоваться, особенно в некоторых областях применения, таких как прецизионная гибка нержавеющей стали, гибка декоративных деталей из нержавеющей стали, гибка алюминиевых сплавов, гибка деталей самолетов, гибка медных пластин и т. д., что еще больше выдвигает более высокие требования к качеству поверхности сформированную заготовку. Традиционный процесс гибки легко повредить поверхность заготовки, а на поверхности, контактирующей с матрицей, образуется очевидная вмятина или царапина, что повлияет на эстетику конечного продукта и снизит оценку продукта пользователями.
Причины изгиба отступа
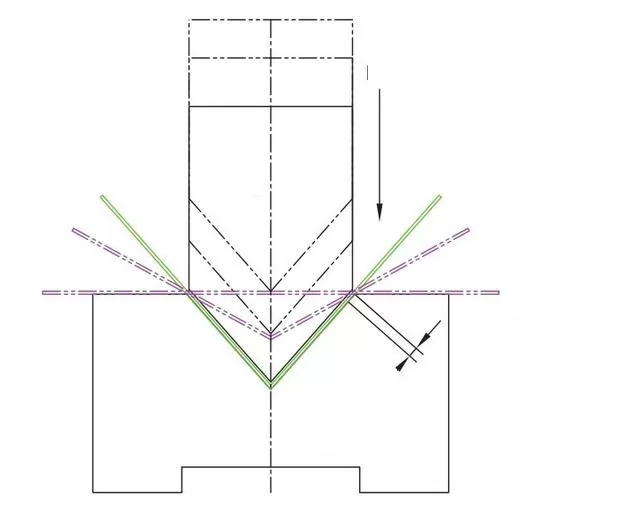
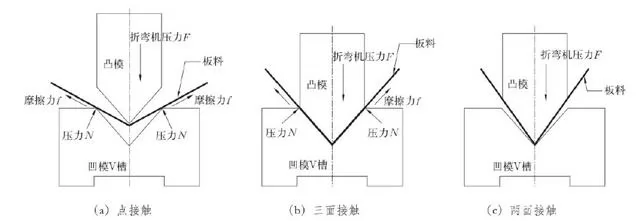
В данной статье в качестве примера для обсуждения рассматривается изгиб V-образной детали. Гибка листового металла — это процесс, при котором листовой металл сначала упруго деформируется, а затем пластически деформируется под давлением пуансона или штампа гибочной машины. На начальном этапе гибки пластмасс листовой металл свободно гнется. При давлении пуансона или матрицы на пластину пластина и внутренняя поверхность V-образной канавки матрицы постепенно закрываются, в то время как радиус кривизны и плечо изгибающей силы постепенно уменьшаются и продолжают давить до конца хода. так, чтобы матрица и пластина были близки к полному контакту в трех точках, в это время завершается V-образный изгиб. При гибке, поскольку листовой металл будет выдавливаться гибочной матрицей для создания упругой деформации, точка контакта между листовым металлом и матрицей будет скользить вместе с процессом гибки. В процессе гибки листовой металл претерпевает две отдельные стадии: упругую деформацию и пластическую деформацию. В процессе гибки будет происходить процесс удержания давления (трехточечный контакт между матрицей и листовым металлом), поэтому после завершения процесса гибки образуются три линии вдавливания. Эти линии вмятин обычно образуются в результате экструзионного трения между листом и выступом V-образной канавки матрицы, поэтому их называют вмятинами в уступах. Как показано на рис. 1 и рис. 2, основные причины вмятин на плечах можно просто классифицировать следующим образом.

Метод гибки
Поскольку вдавливание заплечика связано с контактом пластины с заплечиком V-образной канавки матрицы, зазор между пуансоном и матрицей влияет на сжимающее напряжение пластины в процессе гибки, а также вероятность и степень вдавливания. разные, как показано на рисунке 3. При одинаковых условиях V-образной канавки, чем больше угол изгиба заготовки, тем больше деформация листового металла под напряжением и тем больше расстояние трения между листовым металлом и буртиком детали. V-образный паз; кроме того, чем больше угол изгиба, тем дольше будет время выдержки давления, оказываемого пуансоном на листовой металл, и тем более очевидным будет вмятина, вызванная сочетанием этих двух факторов.
.png)




.png)
.png)